
来源: https://www.ugsnx.com/thread-305940-1-1.html
网友(卖命者)提问:
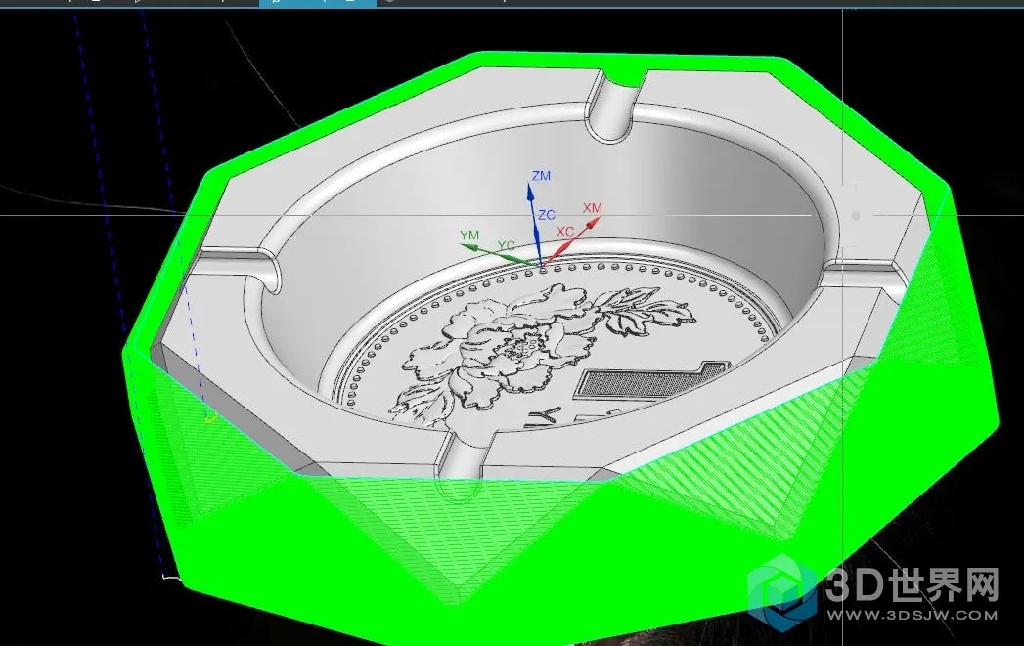
我们在做实验,也是新手,请各位编程加工专家指导一下。
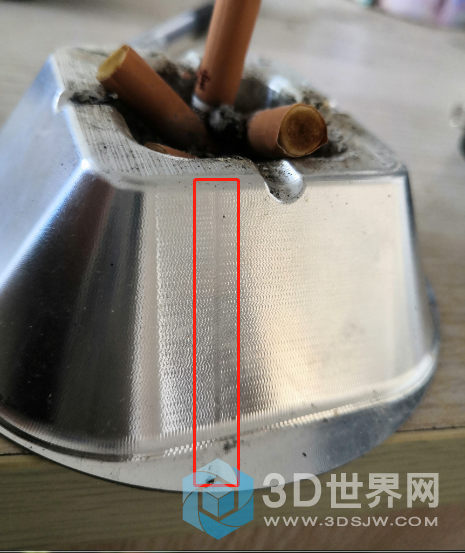
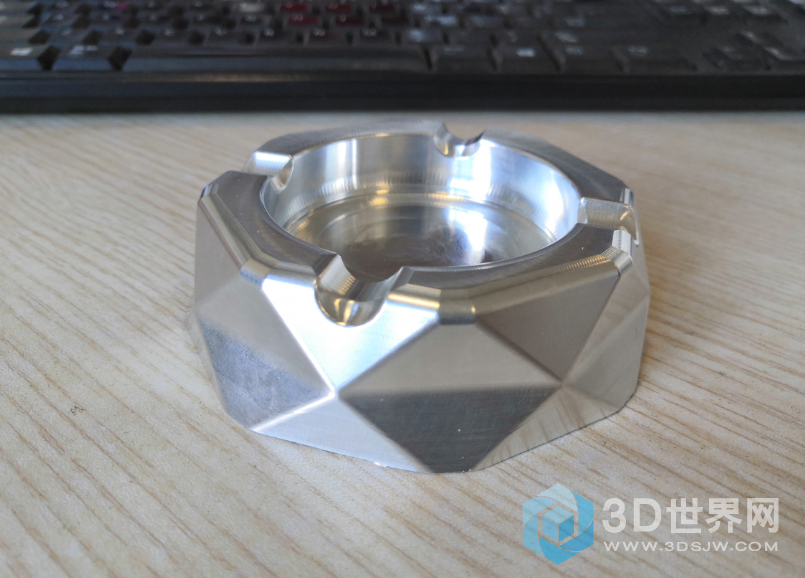
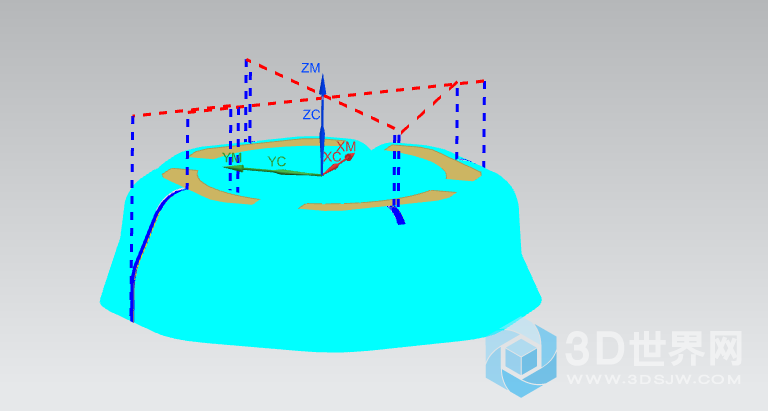
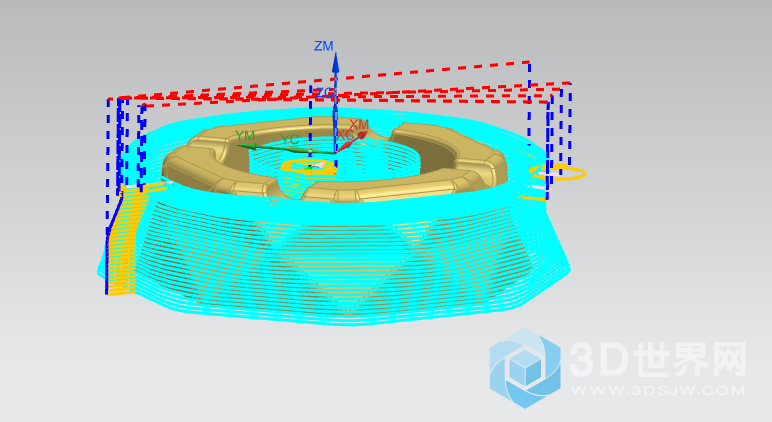
以下是加工出来的零件,日本进口三轴加工中心,采用深度轮廓铣加工方式,Z向进刀外轮廓加工,球刀加工,总是有进刀纹路,如何编程方法去掉进刀纹路;或者采用螺纹加工方式,或者其它加工方式,总之没有刀纹的路径就行。

大神(43***16j)回复:
1.进退刀增加重叠距离
2.精修余量要合理,进退刀设置单独进给减速
3.圆弧与直线输出、及内外公差精度相配合
4.外轮廓加工进退刀点尽量选与工件平行进退刀就完全没有痕迹
(和机床精度也是有关系)
大神(泽雷夫)回复:
你可以试下斜进刀。

不怕慢的话,角度改为0。
大神(时间啊看)回复:
从非象限角度进刀
大神(lwg88***88)回复:
刀具弹刀,或者机床没有优化好振动。
大神(我是UG小萌新)回复:
等高用顺铣,斜进刀角度1度。应该效果会好些。
大神(H30***85)回复:
首先出现这个问题,应该去检查下刀具弹刀或机床有无振动现象。另外这个刀路还没有优化到极致,有很多进刀线和抬刀的不必要刀路,导致出现的振纹。
大神(zgq01631)回复:
做个一刀流啊。
大神(希言自然)回复:
1.从下往上铣。
2.每刀切深量再小一点。
大神(69***61)回复(希言自然):
深度轮廓铣的混合刀路。
大神(暴躁的小伙子)回复:
进退刀选在拐角。
全部回帖 还未有人评论,快来评论抢沙发吧!
本周热门
相关帖子