
如何能一条程序解决陡峭和平缓区域呢?下面跟大家分享一下解决方法。
解决方法
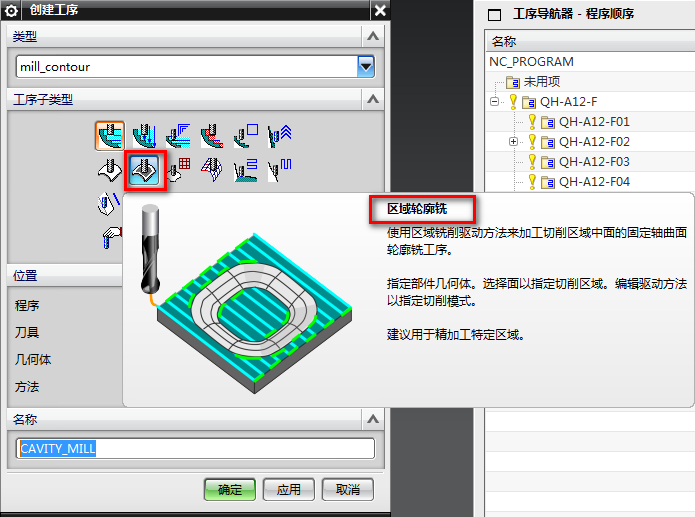
1、在NX10.0版本加工界面中,插入-工序
- 类型:mill-contour
- 工序子类型:区域轮廓铣
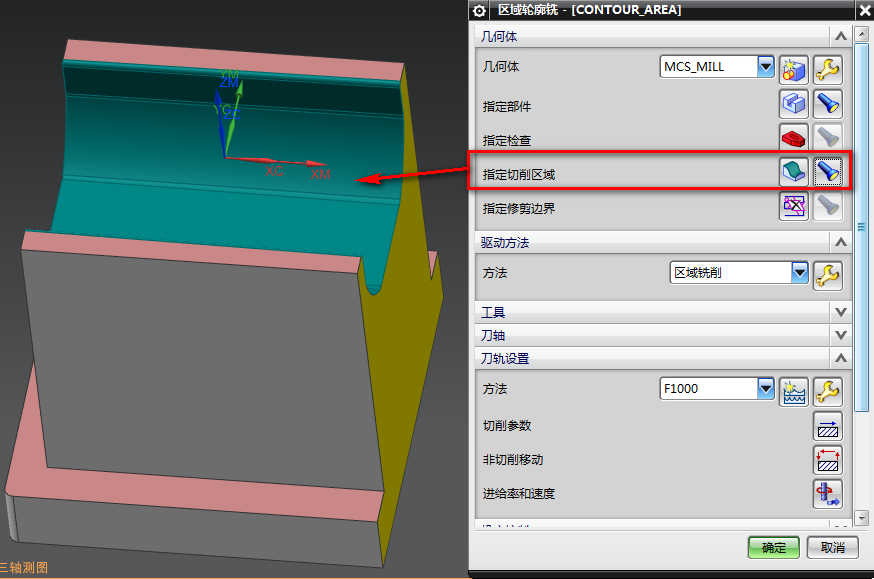
2、在区域轮廓铣工序界面下
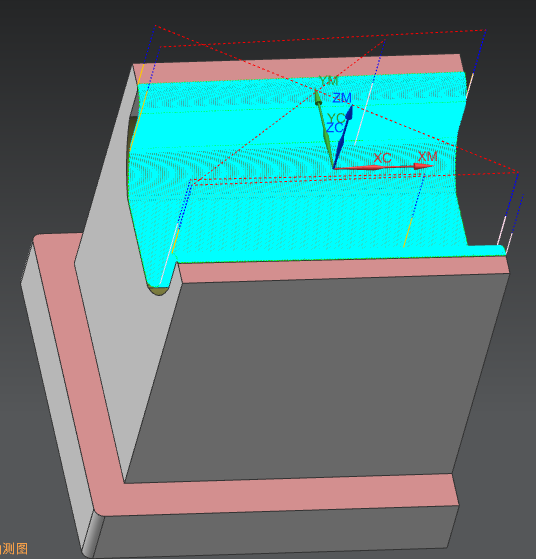
- 指定切削区域:把陡峭与平缓区域全部选上
- 驱动方法:区域铣削
如下图所示:
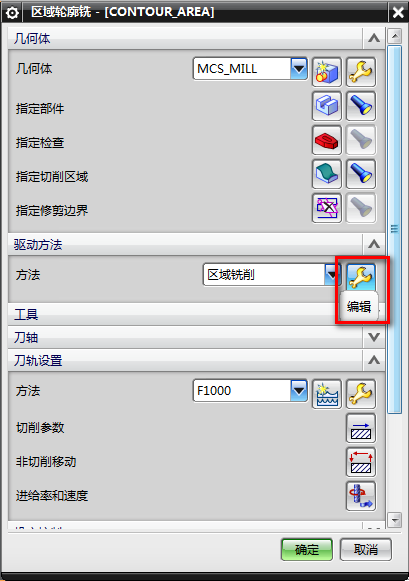
3、切削区域指定好以后,点击编辑参数,如下图所示:
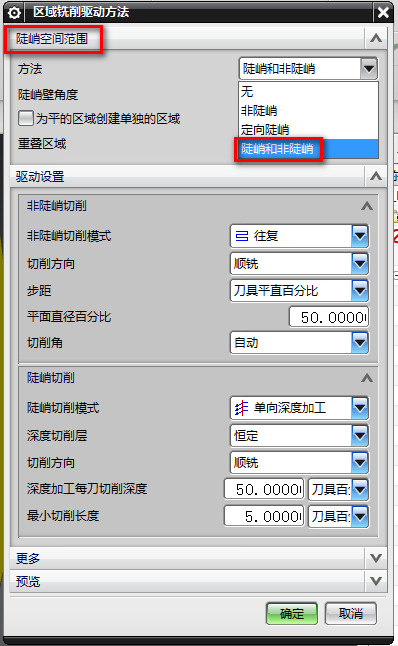
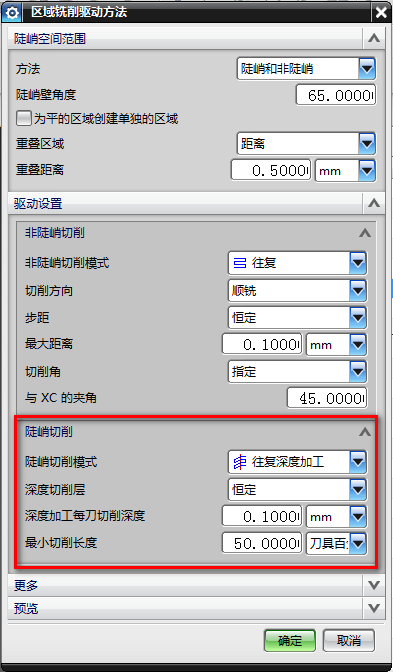
4、在区域铣削驱动方法界面
- 方法:陡峭和非陡峭
如下图所示:
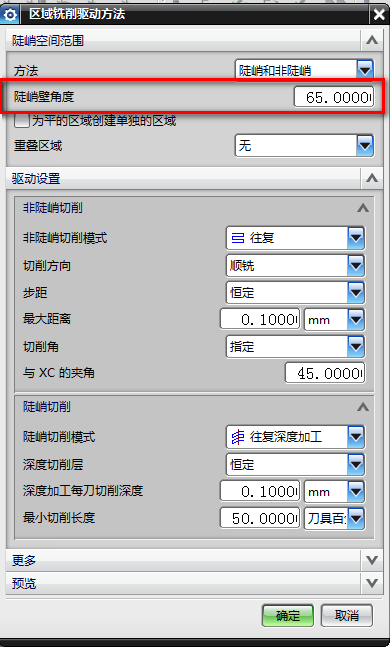
5、陡峭壁角度一般以65度左右区分,大于65度以上的位置就属于陡峭区域,小于65度以下的位置就属于非陡峭区域,如下图所示:
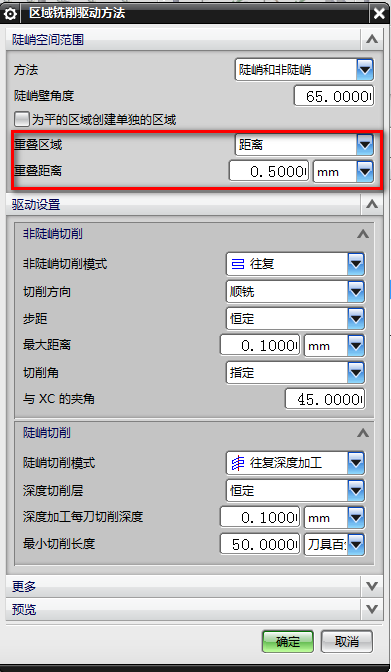
6、因为陡峭区域和非陡峭区域要一起加工,所以要给一些重叠区域,重叠距离一般在0.5MM-1MM左右,多了浪费时间,少了没有效果,如下图所示:
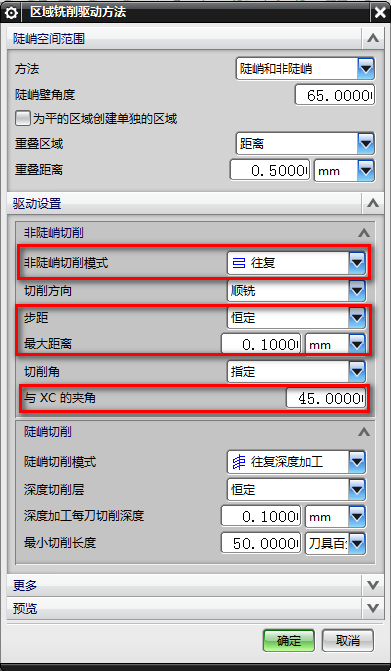
7、非陡峭切削就是针对工件平缓位置
- 非陡峭切削模式:往复,这样可以来回加工,效率与光洁度都不错。
- 步距:恒定
- 最大距离:根据球刀刀具大小控制,刀具越大距离可以越大,刀具越小步距就小一点。
- 切削角:用45度来控制,这样爬面的步距比较均匀。
如下图所示:
8、设置好非陡峭切削以后,再来设置陡峭切削,这里的参数主要是针对侧面陡峭的位置。
- 陡峭切削模式:往复深度加工,这个模式加工的方法就是横向切削。
- 深度切削层:恒定
- 深度加工每刀切削深度:以MM单位为主,这里也是根据刀具大小来调整每刀切削深度。
- 最小切削长度:加工区域的大小,这样可以默认不用修改。
如下图所示:
9、驱动方法参数设置完成后,生成刀路,这样就可以让平缓区域与陡峭区域一起加工,如下图所示:
全部回帖 还未有人评论,快来评论抢沙发吧!
本周热门
相关帖子