
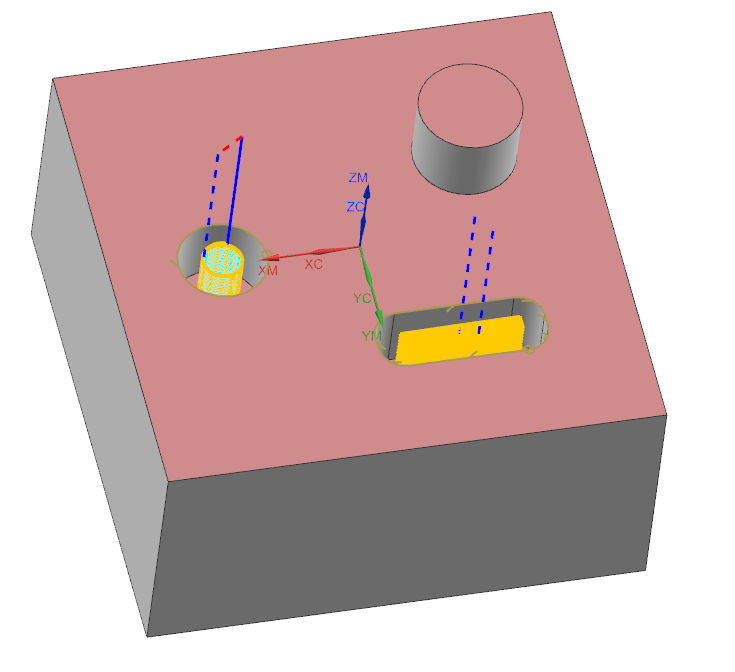
在编程加工中,如何才能做到2D槽一刀流的刀轨,而且没有跳刀,速度也可以使用切削进给率呢?下面跟大家分享一下解决方法。
解决方法:
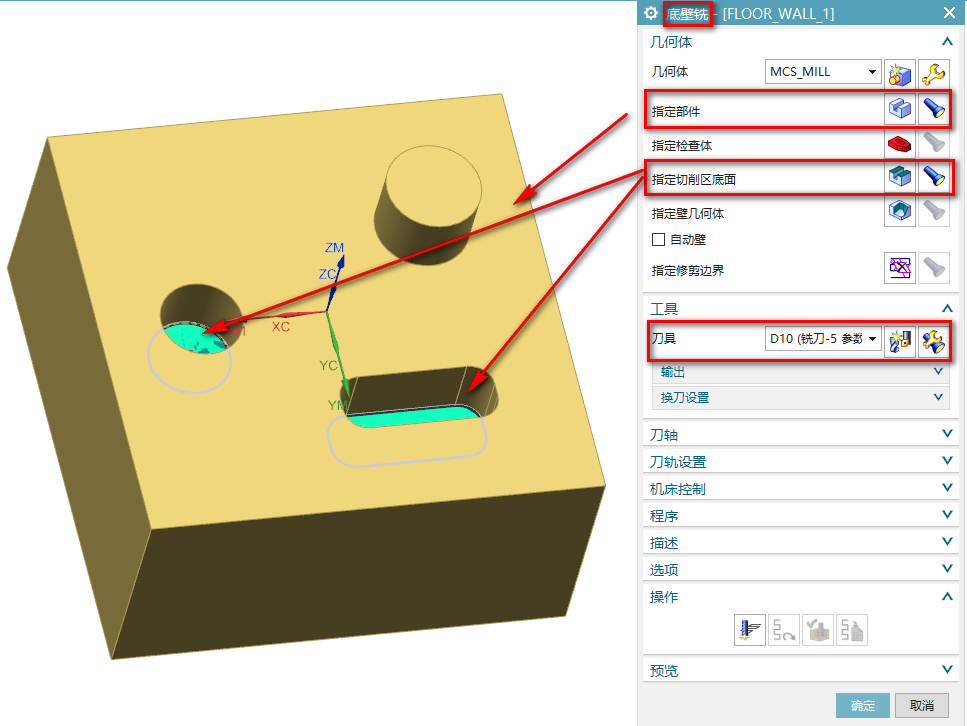
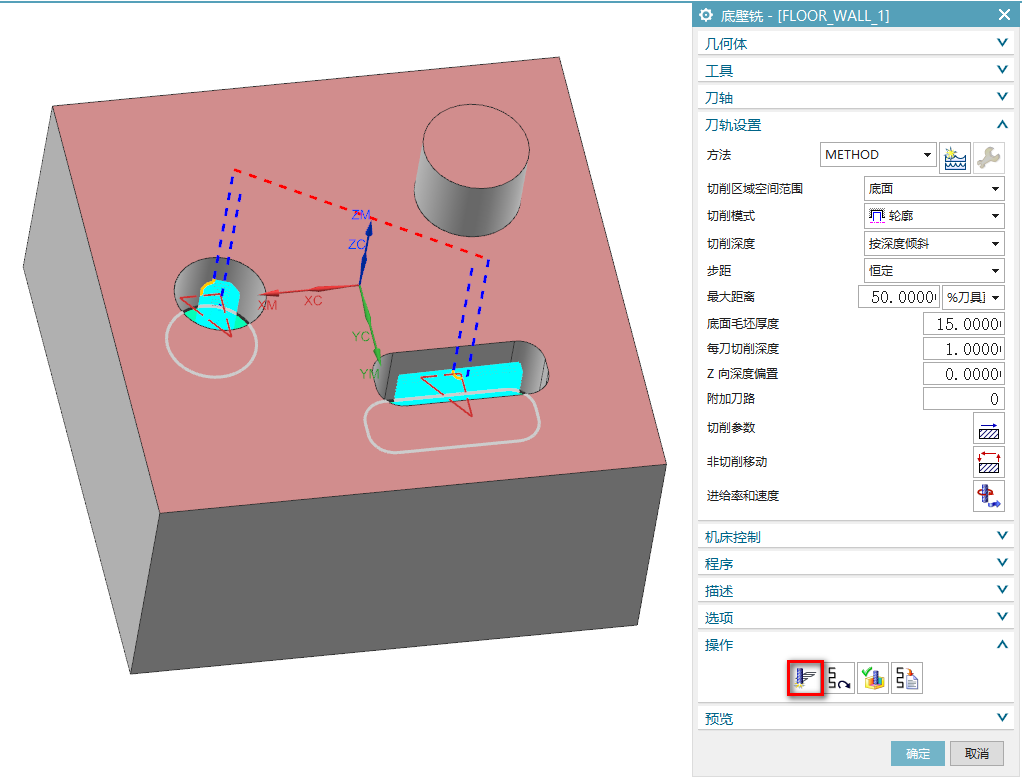
1、在NX12加工中,创建工序-mill_planar-底壁铣,如下图所示:

2、指定部件-选择要加工的工件,指定切削区底面-选择要加工位置的底平面,刀具-选用一把D10刀具,如下图所示:
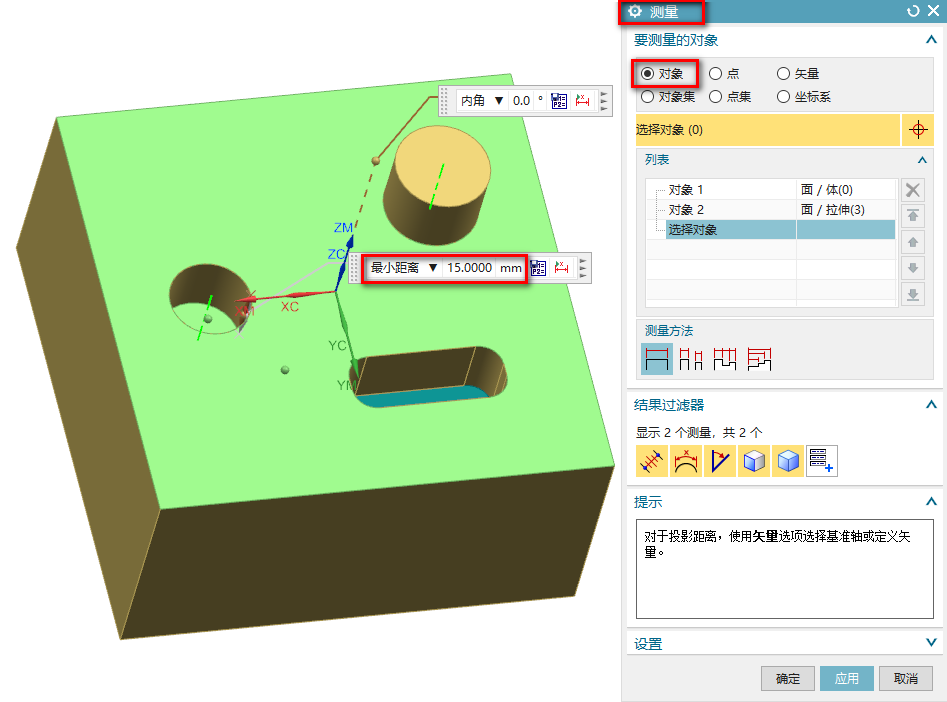
3、使用测量命令,选择加工位置的底面到顶面,得到最小距离15MM,这个数据需要记录下来,等下设置到底壁铣参数里面,如下图所示:
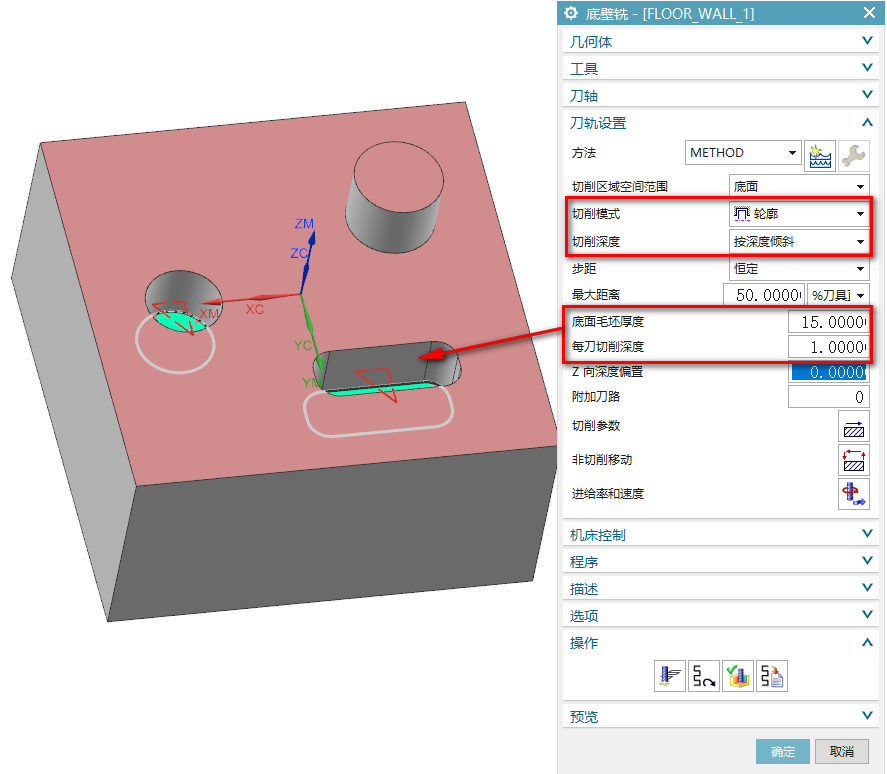
4、切削模式-轮廓,切削深度-按深度倾斜,底面毛坯厚度-就是刚刚测量的深度15MM,每刀切削深度-设置1MM,如下图所示:
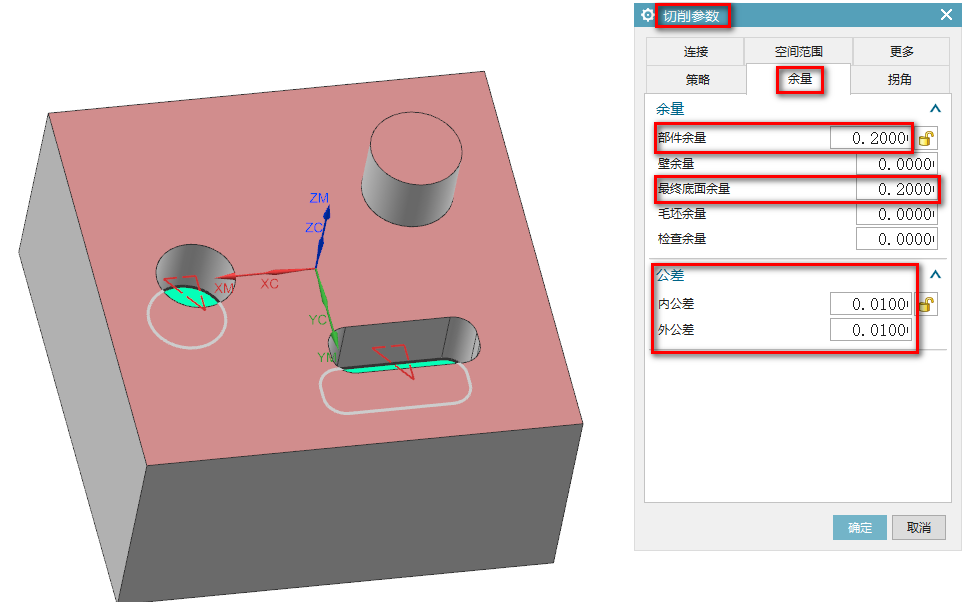
5、打开切削参数,余量参数,部件余量-预留0.2,最终底面余量-预留0.2,公差-内公差0.01-外公差0.01:
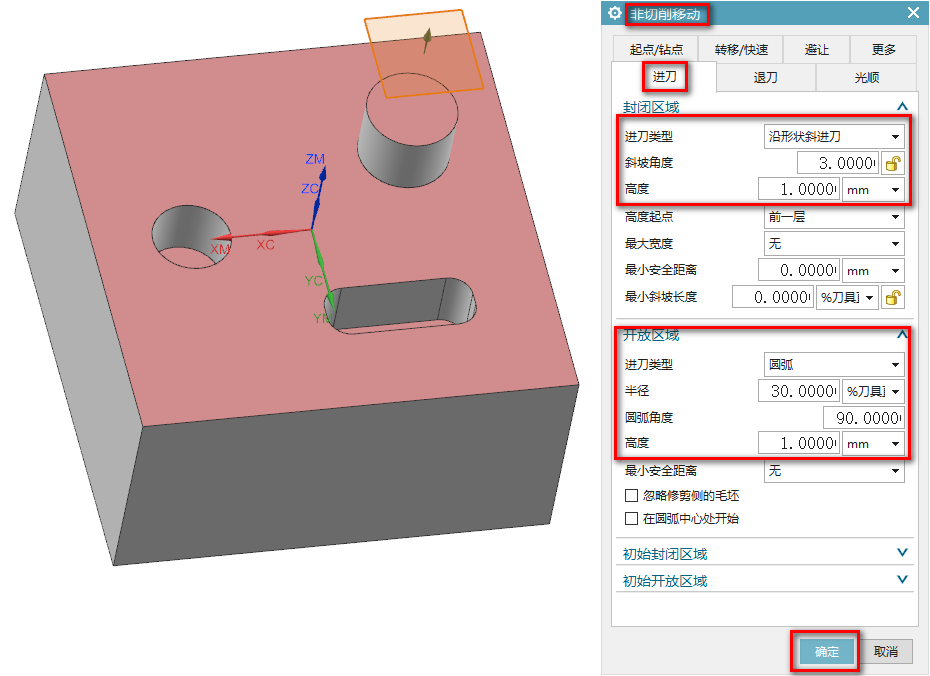
6、打开非切削移动,设置进刀参数,封闭区域-斜坡角度3度-高度1MM,开放区域-进刀类型-圆弧-半径30%-高度1MM:
7、参数设置完成后,点击生成刀轨,这样就可以实现2D一刀流的刀轨,加工也是按照切削进给率速度,如下图所示:
全部回帖 还未有人评论,快来评论抢沙发吧!
本周热门
相关帖子